
Zatražite ponudu

+86-18862679789


admin@evertopest.com

performanse ekstruzije razlikuju se s različitim smjerovima rotacije?
U procesu miješanja materijala, učinak dvopužnog ekstrudera izravno određuje učinak miješanja materijala, učinkovitost proizvodnje i kvalitetu konačnog proizvoda. Prema smjeru vrtnje puža dvopužni ekstruderi se dijele na ko-rotirajuće dvopužne ekstrudere i suprotno rotirajuće dvopužne ekstrudere, a glavna razlika između njih leži u smjeru vrtnje puža. Ono što se čini samo kao razlika u smjeru rotacije rezultira značajnim razlikama između ova dva u karakteristikama obrade, kapacitetu miješanja i kompatibilnosti proizvoda.
Glavna razlika između ko-rotirajućih dvostrukih puža i suprotno rotirajućih dvostrukih puža leži u procesu interakcije vijaka:
• Kada dva navoja ko-rotirajućeg dvostrukog vijka guraju materijal, njihov potisak se superponira;
• Kada dvije linije navoja suprotno rotirajućeg dvostrukog vijka guraju materijal, njihovi se potiski međusobno poništavaju.
Ovo određuje osnovno načelo rada i radne karakteristike ko-rotirajućih i suprotno-rotirajućih dvostrukih vijaka.
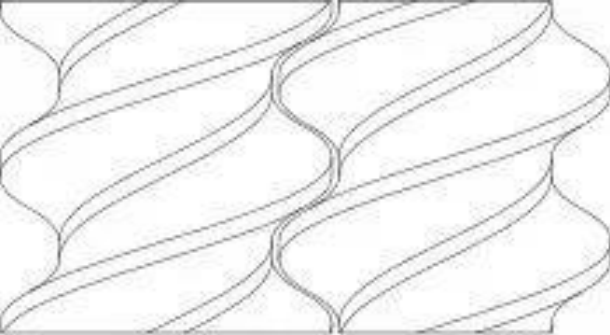
Slika 4 Prilagodba ko-rotirajućeg dvostrukog vijka
Način spajanja ko-rotirajućeg dvostrukog vijka prikazan je na slici 4. Dva vijka ko-rotirajućeg dvostrukog vijka rotiraju se u istom smjeru, a navoji su oba desno usmjereni. Određivanje smjera transporta materijala isto je kao kod jednopužnog transportera.
Način spajanja suprotno rotirajućeg dvostrukog vijka prikazan je na slici 5. Dva vijka suprotno rotirajućeg dvostrukog vijka rotiraju se u suprotnim smjerovima, a navoji dvaju vijka rotiraju u suprotnim smjerovima. Dva vijka se okreću prema van. To jest, duž smjera ekstruzije, desna strana je lijevi vijak, koji se okreće u smjeru kazaljke na satu, a lijeva strana je desni vijak, koji se okreće suprotno od kazaljke na satu.
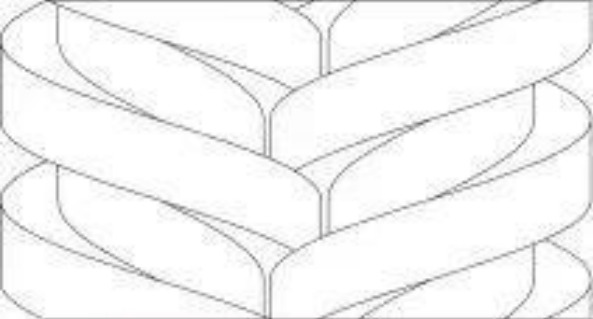
Slika 5 Suprotno rotirajući spoj s dva vijka
Analiza rezultata simulacijskih eksperimenata
Fizičko polje
1
Polje pritiska
Kao što se vidi iz karte oblaka tlaka (Slika 6) i krivulje varijacije tlaka (Slika 7):
U ko-rotirajućem procesu ekstruzije s dva puža, tlak u kanalu protoka fluktuira. Pozivajući se na strukturu nakon ko-rotirajućeg dvostrukog vijka (Slika 4), utvrđeno je da fluktuacija tlaka fluktuira gore-dolje s položajem grebena vijka. To je zato što je greben vijka visoko izbočeni dio površine vijka, a ekstrudirani materijal je izložen jačim silama istiskivanja i smicanja kada prolazi kroz greben vijka, tako da je pritisak često relativno visok na mjestu grebena vijka.
U suprotno rotirajućoj dvopužnoj ekstruziji, tlak u klizaču prvo raste, a zatim opada duž smjera ekstruzije, a lokalni visoki tlak javlja se u srednjem položaju. Pozivajući se na strukturu proturotirajućeg spoja s dva vijka (Slika 5), utvrđeno je da se lokalni visoki tlak javlja na točki spajanja duž sredine smjera ekstruzije. To je zato što se dva vijka okreću u suprotnim smjerovima, a protok materijala je neravnomjeran ili blokiran tijekom procesa ekstruzije, koji se nakuplja u srednjem položaju i zatim stvara lokalni visoki tlak u kanalu.
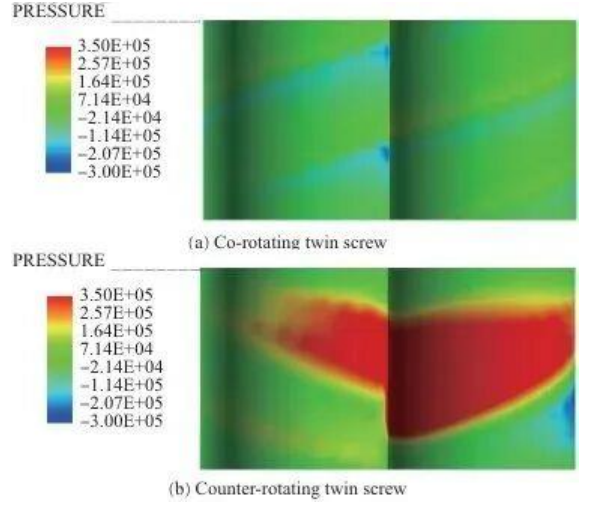
Slika 6 Dijagram oblaka tlaka u klizaču tijekom procesa ekstruzije
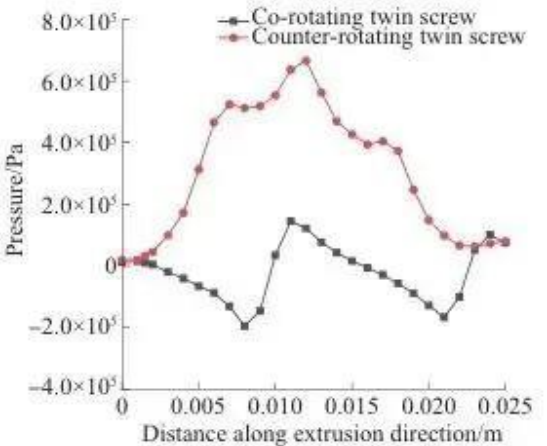
Slika 7 Krivulja varijacije tlaka
2
Polje brzine smicanja
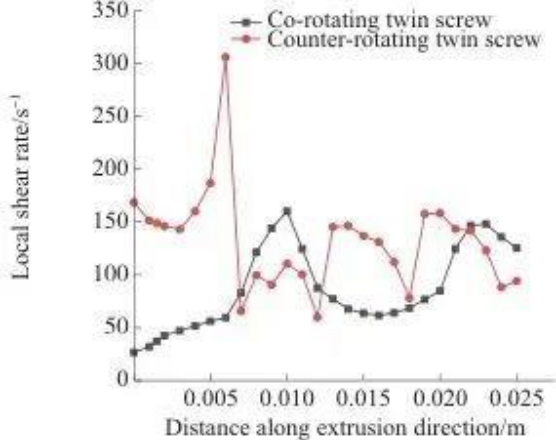
Kao što se vidi iz oblaka brzine smicanja (Slika 8) i krivulje varijacije brzine smicanja (Slika 9):
I kod ko-rotirajuće ekstruzije s dva puža i kod ekstruzije s dva puža koja se rotira suprotno, brzina smicanja je viša na grebenu vijka, a niža na utoru za vijke. Razlog za ovu pojavu je što materijal brže teče u uskim rasporima, a razmak između grebena vijka i unutarnje stijenke bačve je manji, pa je brzina smicanja veća, dok je razmak između utora vijka i unutarnje stijenke bačve veći, pa je brzina smicanja manja.
Lokalna visoka brzina smicanja u suprotno rotirajućem dvostrukom vijku uzrokovana je curenjem.
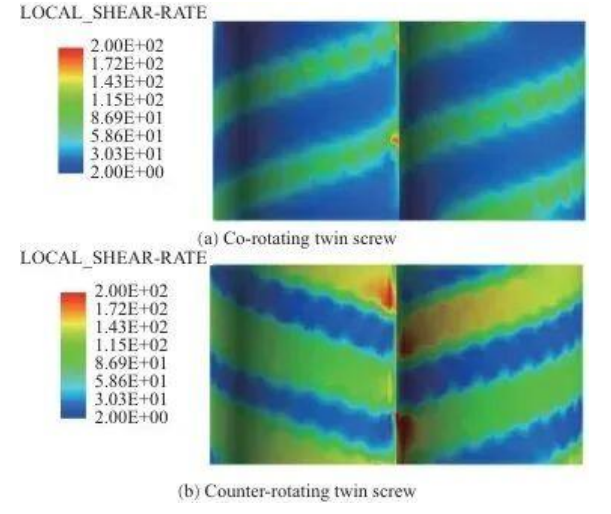
Slika 8. Oblak brzine smicanja tijekom ekstruzije
Slika 9 Krivulja varijacije brzine smicanja
Miješanje se uglavnom dijeli na distributivno i disperzivno miješanje.
Distribuirano miješanje koristi se za opisivanje procesa raspodjele materijala, u kojem se materijal stalno preuređuje i usmjerava pod pritiskom vijčanog rotora;
Disperzivno miješanje koristi se za opisivanje procesa u kojem se veličina materijala mijenja jer se čestice materijala neprestano rastežu i smiču. Metoda čestica za praćenje korištena je za provođenje matematičke statistike o parametrima putanje kao što su vrijeme zadržavanja, indeks distribucije, skala odvajanja i raspodjela maksimalnog smičnog naprezanja kako bi se analizirale razlike u učinku miješanja između ko-rotirajućih dvostrukih puža i suprotno rotirajućih dvostrukih puža.
Aksijalno miješanje
Distribucija vremena zadržavanja važan je pokazatelj za mjerenje performansi aksijalnog miješanja pužnih elemenata. Opisuje distribuciju vremena zadržavanja materijala u dvopužnim ekstruderima u dva oblika: funkciju raspodjele kumulativnog vremena zadržavanja i funkciju raspodjele vremena zadržavanja, koje se redom izražavaju funkcijom vjerojatnosti i funkcijom gustoće vjerojatnosti.
1 Kumulativna distribucija vremena zadržavanja
Krivulja distribucije kumulativnog vremena zadržavanja (Slika 10) opisuje kumulativnu distribuciju vjerojatnosti vremena zadržavanja tekućine ili materijala u ekstruderu.
Kao što je prikazano na slici 10, u ko-rotirajućem dvostrukom vijku, vrijeme kada čestice tragača prvi put izlaze iz klizača je 1,00 s, vrijeme kada potpuno izlaze iz klizača je 54,82 s, a širina distribucije vremena zadržavanja je 53,82 s.
U suprotno rotirajućem dvostrukom pužu, vrijeme za prvo istjecanje čestica tragača iz kanala je 1,48 sekundi, vrijeme za njihovo potpuno istjecanje iz kanala je 59,80 sekundi, a širina raspodjele vremena zadržavanja je 58,32 sekunde.
Krivulja raspodjele kumulativnog vremena zadržavanja korotirajućeg dvostrukog puža je iznad kumulativnog vremena zadržavanja korotirajućeg dvostrukog puža, a viša krivulja ukazuje da više čestica istječe iz kanala u danom trenutku.
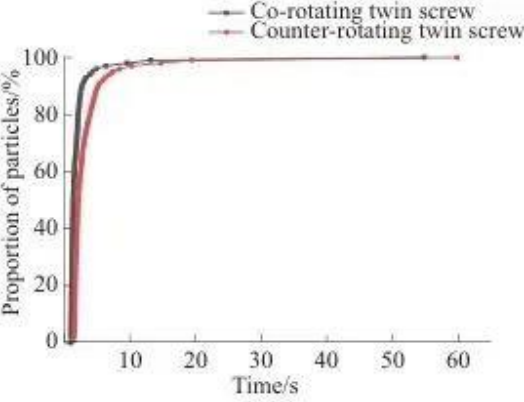
Slika 10 Distribucija kumulativnog vremena zadržavanja
2 Distribucija vremena zadržavanja
Krivulja distribucije vjerojatnosti gustoće vremena zadržavanja opisuje distribuciju vjerojatnosti vremena zadržavanja materijala u ekstruderu tijekom različitih vremenskih razdoblja. Veća gustoća vjerojatnosti znači veću vjerojatnost materijalnog boravka tijekom tog razdoblja, dok niža gustoća vjerojatnosti ukazuje na relativno kraće vrijeme boravka. Iz funkcije gustoće vjerojatnosti distribucije vremena boravka (Slika 11), poznato je da:
Kod ko-rotirajućeg dvopužnog puža, većina čestica se koncentrira od 1,00 do 1,99 sekundi, a kod kontra-rotirajućeg dvostrukog puža, većina čestica se koncentrira od 1,48 do 2,97 sekundi. Odgovarajuća krivulja ko-rotirajućeg dvostrukog puža više je ulijevo, a vršna vrijednost je viša, što ukazuje da je kapacitet prijenosa ko-rotirajućeg dvostrukog puža veći. Razlog za ovu pojavu može biti taj što se tijekom ko-rotirajućeg procesa ekstruzije s dvostrukim pužom, materijal vijkom prisilno transportira duž putanje u obliku "∞".
U suprotno rotirajućoj ekstruziji s dva puža, materijal se kreće u obliku slova "C" te se miješa i reagira više puta u komori u obliku slova C, što rezultira produljenim vremenom zadržavanja.
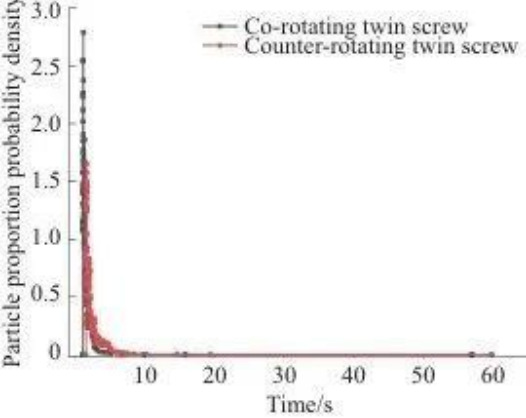
Slika 11 Distribucija vremena zadržavanja
Distribuirana izvedba miješanja
1 Indeks distribucije
Indeksi distribucije opisuju reološka svojstva i ponašanje tečenja ekstrudiranih materijala. Iz krivulje indeksa distribucije (slika 12) može se vidjeti da je ravnomjernost distribucije suprotno rotirajućeg dvostrukog puža bolja nego kod korotirajućeg dvostrukog puža.
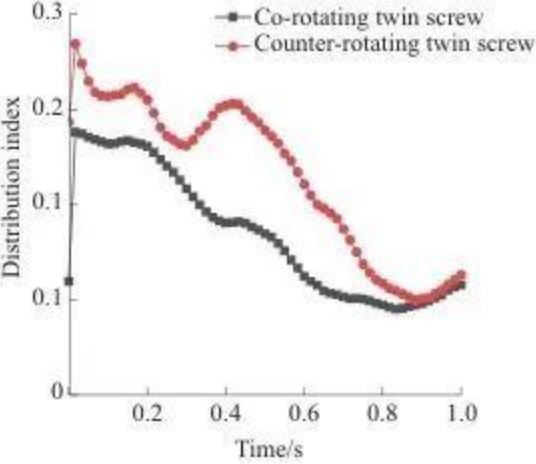
Slika 12 Indeks distribucije
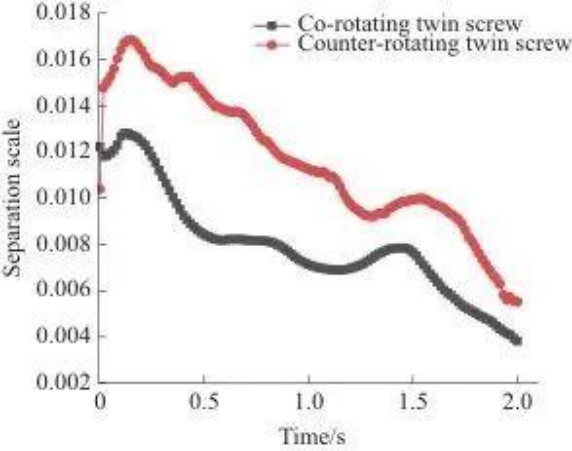
2 Razdjelna ljestvica
Razdjelne ljestvice karakteriziraju distribuirane procese miješanja. Slika 13 prikazuje krivulju skale razdvajanja. U početnom trenutku, dvije čestice su s obje strane ulaza, tako da je vrijednost razdjelne skale velika. Kako se vrijeme povećava, skala odvajanja se smanjuje pod djelovanjem pužnog miješanja, krivulja pada, stupanj distribucije miješanja površinskih čestica se postupno produbljuje, a postoji i fenomen fluktuacije tijekom procesa, što je uzrokovano agregacijom čestica tijekom procesa protoka.
Krivulja ljestvice odvajanja ko-rotirajućeg dvostrukog puža uvijek je ispod krivulje suprotno-rotirajućeg dvostrukog puža, što ukazuje da je ravnomjernija u distribuciji.
Slika 13 Razdjelna ljestvica
Kod ekstruzije s dva puža koja se vrti zajedno, dva puža se okreću u istom smjeru i stvaraju snažan učinak smicanja na točki spajanja, a materijal se više puta izmjenjuje između vijaka, što pomaže u postizanju ravnomjernog miješanja raspodjele.
U suprotno rotirajućoj dvopužnoj ekstruziji, većina materijala se zadržava u komori u obliku slova C, sa samo malom količinom materijala koja istječe iz raspora da bi bila podvrgnuta smicanju i istezanju. Brtvljenje je dobro, čime se smanjuje nepravilan protok materijala u kanalu, a time se smanjuje i ujednačenost smjese.
Performanse disperzije i miješanja
Proces disperzije i miješanja je proces u kojem se veličina čestica stalno smanjuje, a posmične i vlačne sile kojima su čestice materijala izložene igraju značajnu ulogu u tom procesu.
Maksimalni smični napon koji doživljava čestica tragača ukazuje na proces smicanja kojem čestica tragača prolazi tijekom procesa ekstruzije s dva puža. Što je veći udio čestica tragača koji doživljavaju visoko smicanje, to je bolji učinak raspršivanja vijkom.
Slika 14 prikazuje krivulju vjerojatnosti maksimalnog posmičnog naprezanja. Kao što se može vidjeti na slici 14, krivulja koja odgovara suprotno rotirajućem dvostrukom vijku je iznad krivulje korotirajućeg dvostrukog vijka.
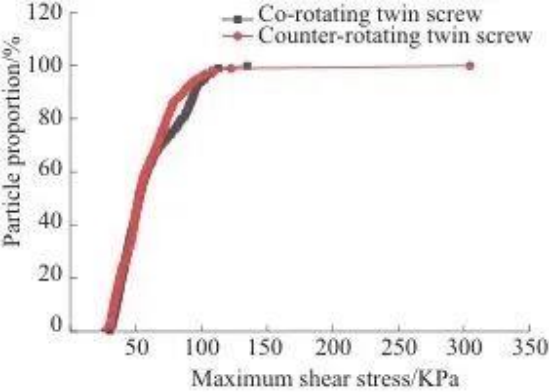
Slika 14. Vjerojatnost maksimalnog posmičnog naprezanja
Slika 15 prikazuje krivulju vjerojatnosti gustoće maksimalnog posmičnog naprezanja. Na slici 15 može se vidjeti da je maksimalno smično naprezanje koje podnosi čestica koncentrirano na vrhu izbočine krivulje.
Dvije značajke krivulje pokazuju da suprotno rotirajući dvostruki puž ima veću sposobnost disperzije i može pružiti jače smične i vlačne učinke od korotirajućeg dvostrukog puža.
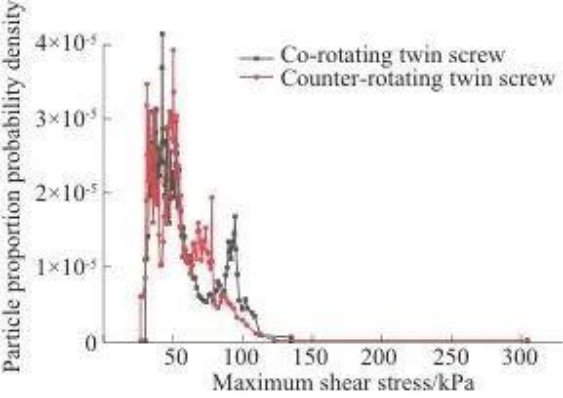
Slika 15 Gustoća vjerojatnosti maksimalnog posmičnog naprezanja
Analiza eksperimentalnih rezultata
Analiza ispitivanja vlačnim udarom
Slike 17 i 18 prikazuju podatke ispitivanja na vlačnost i udar.
Vlačna čvrstoća i vlačna deformacija pri lomu žljebova materijala ekstrudiranih ko-rotirajućim dvopužnim ekstruzijom bili su malo veći od onih istisnutih kontra-rotirajućim dvopužnim ekstruzijom.
Apsorpcija energije udarca i udarna čvrstoća klinastog materijala ekstrudiranog ekstruzijom s protunavojem malo su veće od onih istisnutih ekstruzijom s ko-navojem.
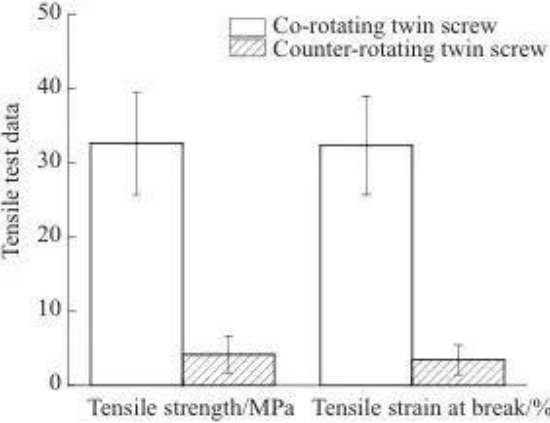
Slika 17 Podaci o vlačnom ispitivanju
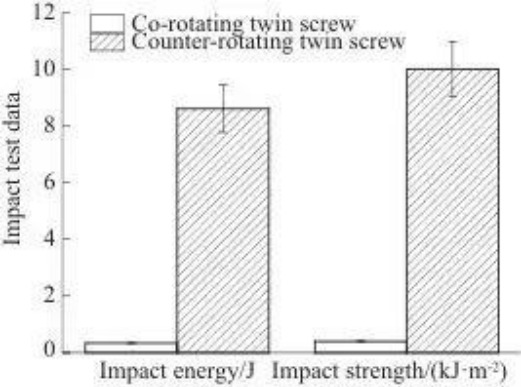
Slika 18 Podaci ispitivanja udarca
Rezultati reoloških ispitivanja
Reološka svojstva polimera obično se odražavaju u modulu skladištenja (G'), modulu gubitka (G') i kompozitnoj viskoznosti (η*). Modul skladištenja odražava elastičnost materijala, modul gubitka odražava viskoznost materijala, a kompozitna viskoznost odražava molekularnu težinu. Fluidnost polimerne taline ovisi o sposobnosti kretanja segmenata molekularnog lanca. Ekstruzija vijkom mijenja molekularnu strukturu PLA, uzrokujući lomljenje njegovih molekularnih lanaca i smanjujući njegovu viskoznost.
Slika 19 prikazuje krivulju viskoznosti kompozita η* s kutnom frekvencijom. Iz slike 19 vidljivo je da η* opada s porastom kutne frekvencije.
Zbog strukturne razlike, suprotno rotirajući dvostruki vijak ima jaču sposobnost disperzije i miješanja, a molekularni lanac se potpunije prekida. Stoga je η* materijala ekstrudiranog dvostrukim vijkom koji rotira u suprotnoj smjeru niži od onog kod dvostrukog puža koji rotira suprotno.
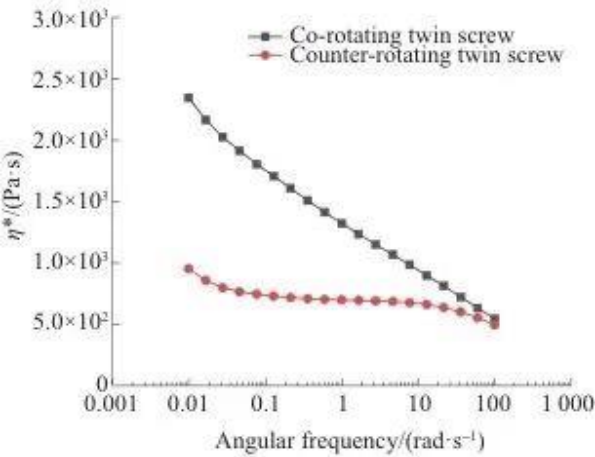
Slika 19 Krivulje od η * s kutnom frekvencijom
Sažetak
Prednosti ko-rotirajućih dvopužnih ekstrudera:
• Polje protoka (osobito tlak) je relativno stabilno.
• Izuzetno jaka distribucijska sposobnost miješanja, visoka ujednačenost raspodjele materijala.
• Kratko vrijeme zadržavanja materijala i visoka učinkovitost prijenosa olakšavaju obradu materijala osjetljivih na toplinu i smanjuju rizik od toplinske degradacije.
• Ekstrudirani proizvodi imaju bolja vlačna svojstva.
Prednosti suprotno rotirajućih dvopužnih ekstrudera:
• Jači kapacitet izgradnje pritiska (ali pazite na mogući lokalni visoki tlak).
• Intenzivnije smicanje, superiorna sposobnost raspršivanja i miješanja. Može pružiti jači učinak istezanja.
• Dulje vrijeme zadržavanja i šira distribucija materijala, prikladno za procese koji zahtijevaju dovoljno vremena reakcije ili miješanja.
• Ekstrudirani proizvodi imaju veću otpornost na udar i nižu viskoznost taline (temeljitiji prekidi molekularnog lanca).
3D aluminijske ploče s jezgrom dominiraju arhitektonskim i transportnim sektorima visoke čvrstoće The Linija za proizvodnju kompozitnih ploča s 3D aluminijskom jezgrom najviše opslužuje tri industrije: inženjering fasada zgra...
View MoreStroj za izravnavanje s tri valjka: Izravna operativna presuda Princip rada ukratko: A nivelir s tri valjka radi provlačenjem metalnog lima između tri ofsetna valjka (dva donja, jedan gornji). Materijal prolazi naizmjenično elastično-plast...
View MoreIndustrije koje trebaju a linija za proizvodnju kompozitnih ploča najviše su građevinske i arhitektonske obloge, prijevoz (željeznica, zrakoplovna i komercijalna vozila), čiste sobe i industrijski objekti, maloprodajni i komercijalni interijeri te proizv...
View MoreA linija za proizvodnju kompozitnih ploča je integrirani industrijski sustav dizajniran za proizvodnju višeslojnih ploča lijepljenjem različitih materijala — obično metalnih obloga preko središnjeg sloja — kroz kontinuirane automatizirane procese uključu...
View More
Industrijski klasteri sela Tanshang, Ganghua Road, Jingang Town, Zhangjiagang City, Jiangsu Prvince, Kina

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Autorska prava © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Sva prava pridržana. Proizvođači linija za proizvodnju kompozitnih ploča po narudžbi






